Mold
In sand casting, the primary piece of equipment is the mold,
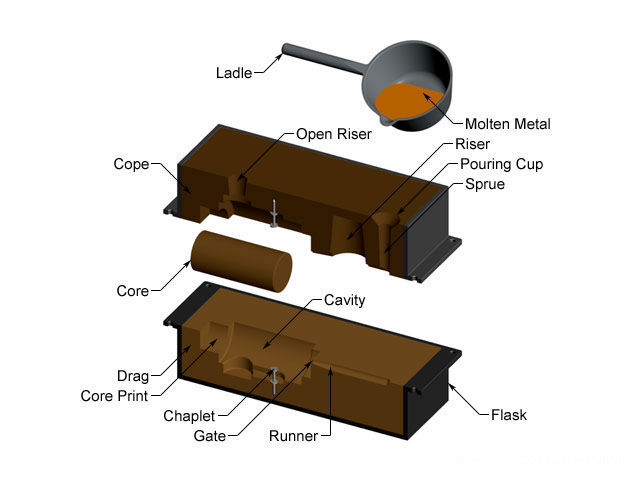
which contains several components. The mold is divided into two
halves - the cope (upper half) and the drag (bottom half), which
meet along a parting line. Both mold halves are contained inside
a box, called a flask, which itself is divided along this
parting line. The mold cavity is formed by packing sand around
the pattern in each half of the flask. The sand can be packed by
hand, but machines that use pressure or impact ensure even
packing of the sand and require far less time, thus increasing
the production rate. After the sand has been packed and the
pattern is removed, a cavity will remain that forms the external
shape of the casting. Some internal surfaces of the casting may
be formed by cores.
Cores are additional pieces that form the internal holes and
passages of the casting. Cores are typically made out of sand so
that they can be shaken out of the casting, rather than require
the necessary geometry to slide out. As a result, sand cores
allow for the fabrication of many complex internal features.
Each core is positioned in the mold before the molten metal is
poured. In order to keep each core in place, the pattern has
recesses called core prints where the core can be anchored in
place. However, the core may still shift due to buoyancy in the
molten metal. Further support is provided to the cores by
chaplets. These are small metal pieces that are fastened between
the core and the cavity surface. Chaplets must be made of a
metal with a higher melting temperature than that of the metal
being cast in order to maintain their structure. After
solidification, the chaplets will have been cast inside the
casting and the excess material of the chaplets that protrudes
must be cut off.
In addition to the external and internal features of the
casting, other features must be incorporated into the mold to
accommodate the flow of molten metal. The molten metal is poured
into a pouring basin, which is a large depression in the top of
the sand mold. The molten metal funnels out of the bottom of
this basin and down the main channel, called the sprue. The
sprue then connects to a series of channels, called runners,
which carries the molten metal into the cavity. At the end of
each runner, the molten metal enters the cavity through a gate
which controls the flow rate and minimizes turbulence. Often
connected to the runner system are risers. Risers are chambers
that fill with molten metal, providing an additional source of
metal during solidification. When the casting cools, the molten
metal will shrink and additional material is needed. A similar
feature that aids in reducing shrinkage is an open riser. The
first material to enter the cavity is allowed to pass completely
through and enter the open riser. This strategy prevents early
solidification of the molten metal and provides a source of
material to compensate for shrinkage. Lastly, small channels are
included that run from the cavity to the exterior of the mold.
These channels act as venting holes to allow gases to escape the
cavity. The porosity of the sand also allows air to escape, but
additional vents are sometimes needed. The molten metal that
flows through all of the channels (sprue, runners, and risers)
will solidify attached to the casting and must be separated from
the part after it is removed.
Sand
The sand that is used to create the molds is typically silica
sand (SiO2) that is mixed with a type of binder to help maintain
the shape of the mold cavity. Using sand as the mold material
offers several benefits to the casting process. Sand is very
inexpensive and is resistant to high temperatures, allowing many
metals to be cast that have high melting temperatures. There are
different preparations of the sand for the mold, which
characterize the following four unique types of sand molds.
Greensand mold - Greensand molds use a mixture of sand,
water, and a clay or binder. Typical composition of the mixture
is 90% sand, 3% water, and 7% clay or binder. Greensand molds
are the least expensive and most widely used.
Skin-dried mold - A skin-dried mold begins like a
greensand mold, but additional bonding materials are added and
the cavity surface is dried by a torch or heating lamp to
increase mold strength. Doing so also improves the dimensional
accuracy and surface finish, but will lower the collapsibility.
Dry skin molds are more expensive and require more time, thus
lowering the production rate.
Dry sand mold - In a dry sand mold, sometimes called a
cold box mold, the sand is mixed only with an organic binder.
The mold is strengthened by baking it in an oven. The resulting
mold has high dimensional accuracy, but is expensive and results
in a lower production rate.
No-bake mold - The sand in a no-bake mold is mixed with a
liquid resin and hardens at room temperature.
The quality of the sand that is used also greatly affects the
quality of the casting and is usually described by the following
five measures:
Strength - Ability of the sand to maintain its shape.
Permeability - Ability to allow venting of trapped gases
through the sand. A higher permeability can reduce the porosity
of the mold, but a lower permeability can result in a better
surface finish. Permeability is determined by the size and shape
of the sand grains.
Thermal stability - Ability to resist damage, such as
cracking, from the heat of the molten metal.
Collapsibility - Ability of the sand to collapse, or more
accurately compress, during solidification of the casting. If
the sand can not compress, then the casting will not be able to
shrink freely in the mold and can result in cracking.
Reusability - Ability of the sand to be reused for future
sand molds.
Packing equipment
There exists many ways to pack the sand into the mold. As
mentioned above, the sand can be hand packed into the mold.
However, there are several types of equipment that provide more
effective and efficient packing of the sand. One such machine is
called a sandslinger and fills the flask with sand by propelling
it under high pressure. A jolt-squeeze machine is a common piece
of equipment which rapidly jolts the flask to distribute the
sand and then uses hydraulic pressure to compact it in the
flask. Another method, called impact molding, uses a controlled
explosion to drive and compact the sand into the flask. In what
can be considered an opposite approach, vacuum molding packs the
sand by removing the air between the flask and a thin sheet of
plastic that covers the pattern.
The packing of the sand is also automated in a process known as
flask-less molding. Despite the name of the process, a flask is
still used. In conventional sand casting, a new flask is used
for each mold. However, flask-less molding uses a single master
flask in an automated process of creating sand molds. The flask
moves along a conveyor and has sand blown against the pattern
inside. This automated process greatly increases the production
rate and also has many benefits to the castings. Flask-less
molding can produce uniform, high density molds that result in
excellent casting quality. Also, the automated process causes
little variation between castings.
HOME PAGE | CASTING BLOG | CONTACT US |
